
gelöscht

Kettenrad zentrieren
-
- alle
- Alex27289
-
-
-
Silentblöcke. Da gibt es kein Losespiel.
-
-
Er nimmt an, dass das Spiel der Blöcke keinen Einfluss hat -ich inzwischen auch:
-
gelöscht
-
Ja, das läppert sich was zusammen, schon im Ruhestand, dann kommt noch der Betriebszustand
-
gelöscht
-

Im Kettenradträger sind 2 Lager eingebaut, siehe link
Zerlegt habe ich da noch nichts
Wo?
Die einzigen Lager die verbaut sind, sind die Lager der Achse.
-
gelöscht
-
Das ist aber kein Lager im Sinne "Kugel-/Gleitlager" sondern ein Abstandhalter
-

Das ist aber kein Lager im Sinne "Kugel-/Gleitlager" sondern ein Abstandhalter
Kannste du Recht haben, ich habe das Teil nicht zerlegt, bei KTM wird es als Lager gelistet ???
-
Was mir noch eingefallen ist:
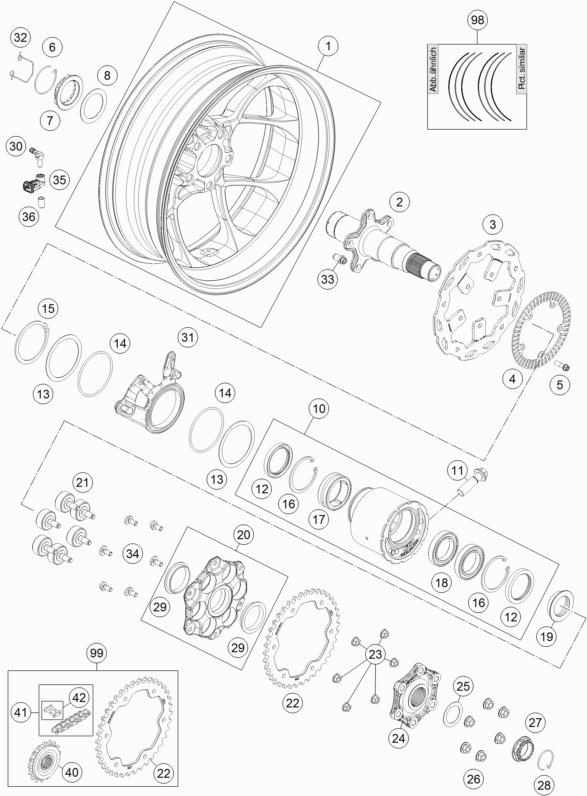
Pos. 20, die Kettenradaufnahme wird (Massenproduktion) im Gußverfahren hergestellt (Pos 24, Ruckdämpferträger dito).
Die "Scheibe" wird eingespannt, die Zentrierbohrung gesetzt, die zugleich Referenzbohrung ist, und eine Planfläche gesetzt,
d.h. alle weiteren Arbeitsschritte beziehen sich auf diese Bohrung!!!!!
Er ist also am Umfang weitgehends "roh" (wie er aus der Gußform kam), also ohne Bezug auf die Referenzbohrung!!!
Warum sollte man den Ketttenradträger am Umfang bearbeiten, wenn es unnötig ist !!!!
Ich halte eine Zentrierung des Kettenrades für unnötig, und wenn es schon unbedingt sein muss,
dann vielleicht über 3 Kettenradschrauben in Bezug zu den Bohrungen im Kettenblatt, oder
mit einer Meßuhr bei aufgebocktem Hinterrad.
Habe auf ebay Fotos von den 2 Teilen gefunden
Screenshot 2022-11-24 081405.jpg Screenshot 2022-11-24 081455.jpg
Wenn ich mit meinen Auslegungen falsch liege, dann raus damit, ich bin nicht Gott

-
Mal angenommen die Kettenradaufnahme wird mit einem 3 Backen Spannfutter oder einen speziellen Spannvorrichtung an den vertikalen Anlageflächen eingespannt woraufhin die Zentrierbohrung der Kettenradaufnahme final gespindelt wird.
Was schätzt du, wieviel Abweichung haben die vertikalen Anlageflächen der Kettenradaufnahme zur Mitte Radachse letztendlich dann?
Sind wir dann immer noch im mehrere Zehntel Bereich so wie du es hier so eindrucksvoll dargestellt hast, oder sind wir dann vielleicht doch nur mehr im Hunderstel Bereich?
-
Egal, wie ich die Kettenradaufnahme aufnehme, die bearbeiteten Bohrungen werden zueinander sicher im hunderstel Bereich liegen.
Die vertikalen Anlageflächen sind nach wie vor im Rohzustand (Gußteil), die Anlagepunkte vom Dreibackenfutter können nur punktuel
und nicht flächig sein.
Die Anlagepunkte liegen mit Sicherheit auch im hunderstel Bereich, blos, wie finde ich sie am Endprodukt???
-
gelöscht
-
Wenn dem so ist, wie wird das realisiert. Man muss in der Aufnahme von einem theortischen Mittelpunkt ausgehen, oder liege ich da falsch.
Ein Fertigungsguru könnte uns auf die Sprünge helfen, ist bestimmt einer im Forum....
Jetzt sollten auch wissen, mit welchen Gußverfahren das Teil hergestellt wird.
Vermutlich im Druckgussverfahren (Großserie),
je nach Größe und der Gestalt des Werkstücks liegen da die Fertigungstoleranzen bei max.+/- 0,15 mm,
kann also problemlos "grob" im Dreibackenfutter zentriert werden.
Zum Zentrieren reichen doch 3 Punkte, mit mehr ist jedes Teil überbestimmt.
Was ist also der Sinn der 6 Flächen, wenn sie denn vorhanden sind ????
Als Maschinenschlosser in den 60-zigern hatte ich u.a. auch gedreht und gefräst, ist allerdings ne Ewigkeit her.....
-
Wie wärs denn mal mit Moped faan und es genießen, das Wetter gibts doch immer noch her. Die Konstruktion funktioniert doch oder ?!
-
Hast ja recht, aber bei dem Dreckswetter bei uns ist mir mein Bock zu schade.
Kann nichts dafür, das ich mich auch für Technik interessiere, ist seit meiner Geburt so...
-
gelöscht
-
Dann müsste der Kettenradträger 6 Passflächen aufweisen,
ebenso das Kettenrad mind. deren drei.
Und dann müsste KTM die korrekte Ausrichtung des Kettenrades dokumentieren und vorschreiben.
Aber alles gut. Ich finde das Ausrichten des Kettenrades nach wie vor unnötig.
Wer es trotzdem machen will, why not